Views: 6 Author: Site Editor Publish Time: 2025-12-15 Origin: Site
In the field of plastic compounding, the twin-screw extruder stands out as a highly flexible and efficient processing machine. While most engineers focus on optimizing screw combinations, the configuration of the extruder barrel is often overlooked—yet it plays an equally critical role. A well-designed barrel layout can significantly improve mixing performance, reduce energy consumption, and enhance product stability.
01. Why Barrel Design Matters
Unlike single-screw extruders or injection molding machines with fixed barrel structures, the twin screw extruder adopts a modular barrel design. This allows processors to adjust the barrel configuration according to specific material requirements.
The coordination between barrel sections and screw elements directly affects key stages of plastic compounding, including solid conveying, polymer melting, additive incorporation, liquid injection, degassing, and pressure stabilization.
A proper barrel configuration ensures better heat management, higher mixing efficiency, reduced material degradation, and overall lower production cost.
02. Structural Features of Twin-Screw Extruder Barrels
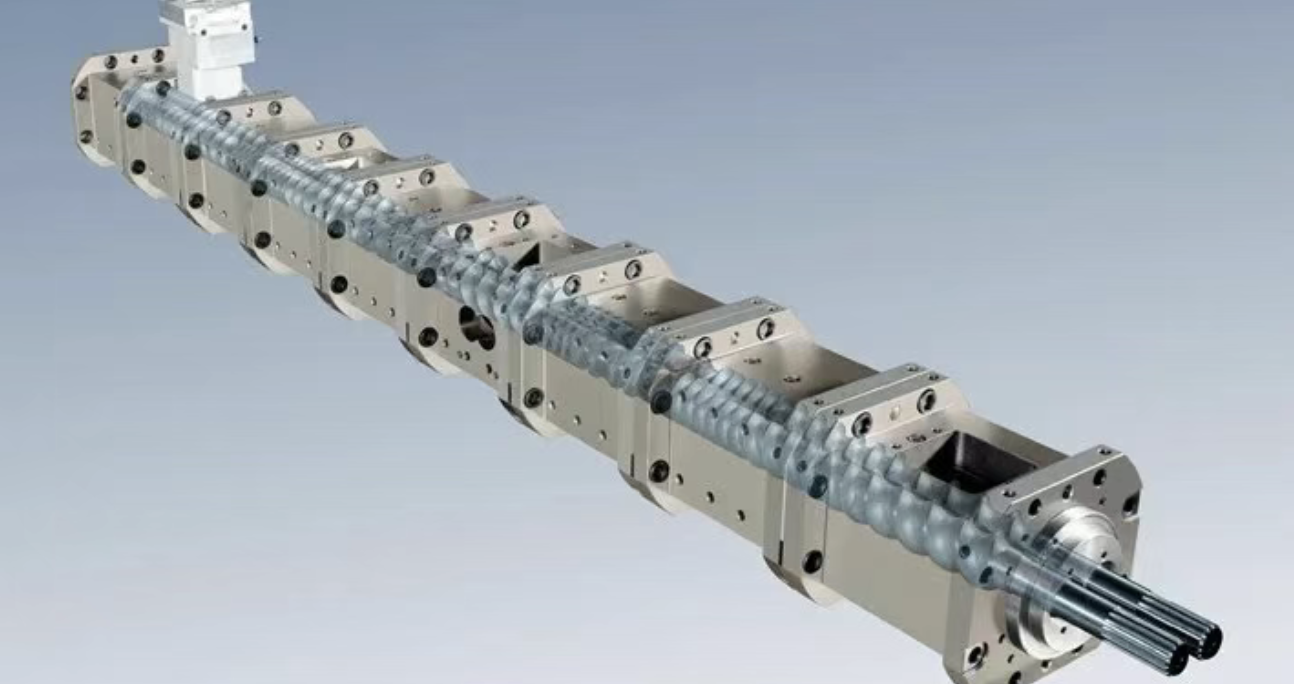
1. “Figure-8” Barrel Chamber
The barrel of a co-rotating twin-screw extruder features a typical figure-8 shaped chamber. The two screw channels overlap, allowing each screw flight to nearly contact the root of the other screw.
This structure promotes a continuous figure-8 flow path of the molten polymer, extending residence time, reducing friction, improving melting consistency, and lowering energy consumption.
2. Modular Segmented Structure
Most manufacturers provide modular barrel sections—typically four to six L/D each. Every section has independent heating and cooling zones, allowing precise temperature control.
This modularity gives engineers the freedom to create customized processing zones according to the formulation, making the extruder highly flexible for a wide range of plastic compounds.
3. Material and Wear-Resistant Treatment
Barrel material selection directly affects lifetime and process stability. Traditional nitrided steel barrels have been widely replaced by high-chromium alloy steels with superior wear resistance.
For high-wear areas such as side-feeding zones, replaceable liners made of CPM-10V powder-metallurgy steel are commonly used to extend service life.
03. Main Types of Barrel Sections and Their Functions
1. Open Barrel Sections
Open barrels include external openings that allow feeding or venting of volatiles.
Feeding Barrel
Placed typically at barrel zone 1, the feeding barrel allows pellets or powders to fall directly into the screw channel.
For low bulk-density powders that trap air, a back-venting setup using two open barrels at the first positions can improve feeding stability.
Side-Feeding Barrel
Side-feeding barrels enable downstream feeding of fillers or additives. They include a secondary figure-8 opening on the side for connecting a side feeder.
Venting and Vacuum Degassing Barrels
Open barrels are also used for atmospheric venting or vacuum degassing. Vacuum ports positioned near the discharge end help remove moisture, residual monomers, or solvents from the melt.
2. Closed Barrel Sections
Closed barrels fully enclose the polymer melt with only a figure-8 screw channel. These sections provide full heating/cooling control and are used for conveying, melting, and dispersive/distributive mixing.
04. Strategies for Barrel Configuration
1. Typical Barrel Assembly Sequence
A standard compounding line may include:
Barrel 1: feed opening
Several closed barrels for melting and mixing
Barrel 4 or 5: side-feeding port
Downstream closed barrels for further mixing
Near the end: vacuum degassing section
Final closed barrel before the die head
2. Configuring Barrels Based on Process Requirements
Barrel layout must match the characteristics of the formulation.
For example, in glass-fiber reinforced materials:
A dedicated fiberglass feeding barrel is required
Reverse-screw or reverse-kneading elements prevent melt backflow
A sealed barrel section upstream of the vacuum port prevents fiber extraction under vacuum
05. Special Barrel Designs and Applications
1. Split Barrel Design
In split-barrel co-rotating extruders, the upper half of the barrel can be opened easily for cleaning or inspection. The lower barrel is fixed, while the upper barrel is connected through a gearbox mechanism.
2. Conical Co-Rotating Twin-Screw Barrel
Conical co-rotating extruders combine advantages of conical counter-rotating and parallel co-rotating designs. The conical screw geometry increases residence time, reduces friction, ensures stable melting, and improves energy efficiency—often reducing power consumption by 30–50%.
This design is popular for laboratory pilot lines where frequent process optimization is needed before scaling up to industrial production.
Conclusion
A flexible and well-optimized barrel system is one of the key reasons twin-screw extruders excel in handling diverse compounding tasks. Understanding barrel types, configurations, and process-specific strategies allows engineers to push the limits of efficiency, product quality, and operational stability in modern plastic compounding.

NANJING HAISI is professional manufacturer of Plastic Extruder Machine, we supply Twin Screw Extruder, Single Screw Extruder, Plastic Recycling Extruder, Two Stage Extruder, Lab Scale Extruder, Mixing and Feeding Machine, Cooling and Pelletizing Machine, Crushing Machine and so on.









